Einfach installiert und schnell amortisiert ermöglicht der mobile Roboter den kostengünstigen Einstieg in die Automatisierung von Logistikprozessen
Stuttgart/Köln, 8. Oktober 2024 – Dass die Automatisierung von Intralogistikprozessen weder teuer noch kompliziert sein muss, beweist igus mit dem neuen ReBeL Move, den der Kölner motion plastics Spezialist auf der Motek 2024 präsentiert. Der mobile Roboter bewegt sich autonom durch Fabrikhallen und transportiert Produkte von A nach B – und kann dafür auch mit dem ReBeL Cobot aus Hochleistungskunststoff kombiniert werden. Es lässt sich schon mit einfachsten IT-Kenntnissen innerhalb einer Stunde in Betrieb nehmen und ist inklusive ReBeL Cobot für 34.808 Euro erhältlich.
Fahrerlose Transportsysteme (FTS) vereinfachen den Alltag in Industriebetrieben: Mitarbeiter an Maschinen müssen beispielsweise nicht länger Werkzeuge und Materialien zu Fuß aus dem Lager holen, sondern lassen sich von autonomen Fahrzeugen unterstützen. Dass eine solche Automatisierung in Zeiten von Kostendruck und Personalmangel die Produktivität steigert und Kosten senkt, erkennen auch immer mehr kleine und mittelständische Betriebe mit niedrigem Automatisierungsgrad. „Dennoch gibt es oft Berührungsängste, weil die Erfahrung fehlt und stattdessen die Angst vor Fehlinvestitionen überwiegt“, sagt Alexander Mühlens, Prokurist und Leiter Geschäftsbereich Low-Cost-Automation bei igus. „Um diesen Betrieben einen barrierefreien und risikoarmen Einstieg in die Automatisierung von Intralogistikprozessen zu ermöglichen, haben wir ein kostengünstiges und intuitiv bedienbares FTS mit einem integrierten Cobot zum Greifen von Gegenständen entwickelt: den ReBeL Move.“
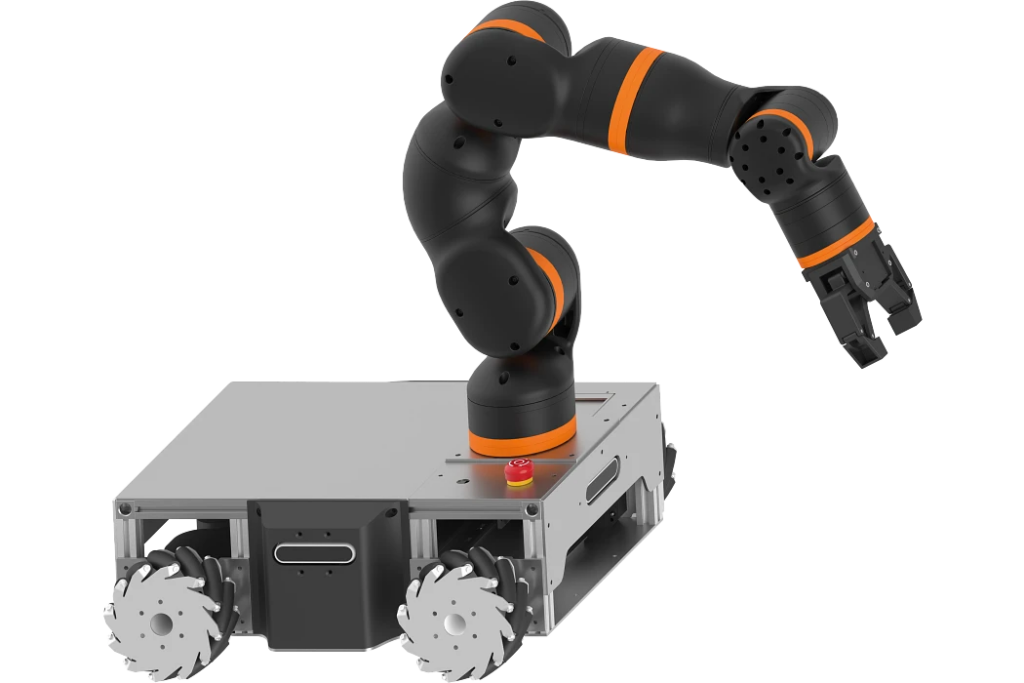
Investition amortisiert sich unter 12 Monaten Das autonome Transportfahrzeug kann Kleinladungsträger (KLT) mit den Maßen 60×40 Zentimeter und 30×40 Zentimeter und einer Zuladung von bis zu 35 Kilogramm transportieren. Es fährt mit einer Geschwindigkeit von bis zu 1,5 m/s, hat eine Batterielaufzeit von über acht Stunden und eine Ladezeit von unter zwei Stunden. An Bord ist optional der ReBeL, ein Cobot, den igus fast vollständig aus robustem und kostengünstigem Hochleistungskunststoff fertigt. Der Gelenkarmroboter ist mit einem Einzelpreis von nur 4.970 Euro für die vollausgestattete Variante fünfmal günstiger als vergleichbare Modelle aus Metall. Er hat ein Eigengewicht von 8,2 Kilogramm, eine Traglast von 2 Kilogramm und eine Reichweite von 664 Millimetern. „Mit einem Preis von nur 34.808 Euro kostet der ReBeL Move nur einen Bruchteil herkömmlicher FTS, sodass sich die Investition innerhalb von 12 Monaten amortisiert“, so Alexander Mühlens.
ReBeL Move lässt sich innerhalb einer Stunde in Betrieb nehmen Das neue FTS-System ist nicht nur kostengünstiger als vergleichbare Lösungen, sondern auch besonders leicht in Betrieb zu nehmen – ähnlich schnell wie ein Rasenmähroboter. In weniger digitalisierten Unternehmen funktioniert das FTS als eigenständiges System, das lediglich eine WLAN-Verbindung benötigt. Für die Konfiguration bewegt der Betreiber das Fahrzeug mit einem Handcontroller entlang der zukünftigen Arbeitsbereiche. Der ReBeL Move verfügt über eine 360-Grad-Kamera und erstellt mithilfe der sogenannten Slam-Technologie während der Rundfahrt automatisch eine Digitalkarte. Auf dem Tablet kann der Betreiber nach dieser ersten Kartierungsfahrt dann einzelne Stationen zum Arbeiten, Warten und Aufladen festlegen. Ebenso No-go-Areas wie Bereiche rund um Treppen und Fahrstühle oder Zonen, in denen der Roboter mit reduzierter Geschwindigkeit fahren soll, um Mitarbeiter nicht zu stören. In der physischen Realität erkennt der mobile Roboter die Zielorte dann mithilfe einer Kamera und Reflektoren an den einzelnen Stationen, ohne dass der Betreiber aufwendig Leitlinien oder Spuren auf dem Boden installieren müsste.
Kinderleicht festlegen lassen sich über das Tablet zudem die Jobs, die der ReBeL Move in der Intralogistik erledigen soll, etwa mit dem ReBeL Cobot an Station A Produkte aus einem Gebinde entnehmen und zu Station B transportieren. Teil der Lösung ist darüber hinaus eine Software, die ein intelligentes Flottenmanagement ermöglicht, sodass mehrere FTS effizient zusammenarbeiten können. „Die gesamte Inbetriebnahme ist so leicht, dass Anwender innerhalb von 15 Minuten einfache Jobs programmieren können“, sagt Mühlens. Auch die Einbindung in gewachsene IT-Landschaften, die beispielsweise ein synchronisiertes Zusammenspiel von Robotern und automatischen Rolltoren ermöglicht, ist dank Schnittstellen wie IoT, VDA 5050, REST, SAP und ERP kein Problem. Mühlens: „Da die Inbetriebnahme so schnell funktioniert, können wir bei interessierten Kunden jederzeit vor Ort kleine Automationslösungen simulieren und ihnen somit die Berührungsangst mit der Technologie nehmen. Zum Kaufmodell haben wir zusätzlich auch ein Mietmodell im Angebot.“
At VivaTech 2024, the United Robitics Group (URG) will be showing the new product in action – together with other robots from the URG fleet, which are fully adapted to the needs of retailers.
uLink is a highly flexible, versatile platform for rapid adaptation and support in logistics and automation.
uLink is the first URG solution with an open API for seamless integration with operating systems and greater operational flexibility.
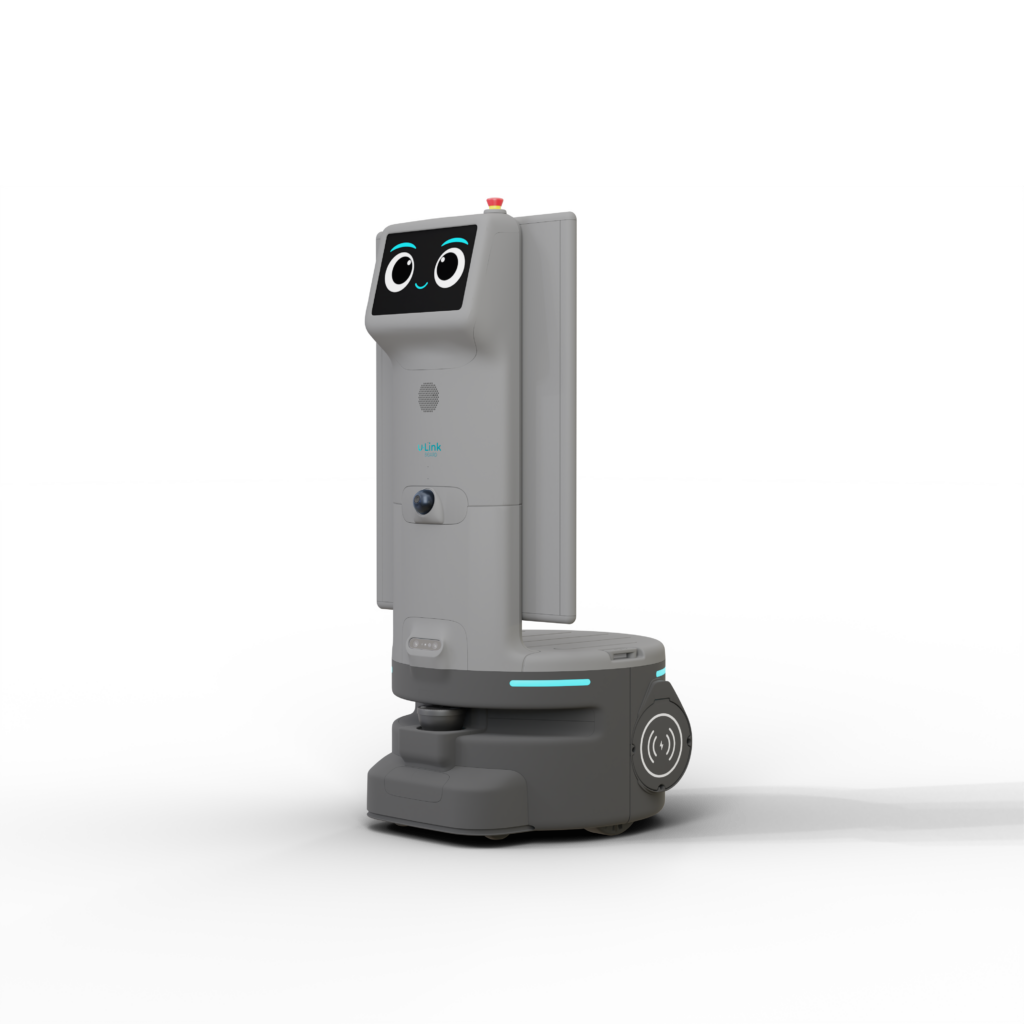
Paris/Bochum, May 22, 2024 – At VivaTech in Paris, the United Robotics Group will be presenting its new service robots from the uLink series for the first time, which are characterized by easy integration, flexible customization and individual extensions. They are suitable for use in retail, warehouse logistics and manufacturing. As the European market leader for service robotics solutions, URG is expanding its CobiotX portfolio worldwide with the latest Cobiot for integrated workflows in the aforementioned segments. The modular platform fits seamlessly into the respective workflows and can be expanded with industry-standard accessories. uLink is designed to simplify operations and increase safety and efficiency in various environments. The unique combination of features sets new standards in the industry – from modular design and open API to 3D LiDAR-based navigation and real-time operational data visualization.
uLink is equipped with IDE, SDK and fleet management tools and allows the seamless integration and control of various components such as LiDARS, engines or sensors. Thanks to powerful software functions for configuring and managing robot applications, as well as sensors and accessories, the robot can easily handle various logistics challenges in trade and warehousing, which vary depending on the industry, company size and automation requirements. The uLink accessory interface is also modular, so that the usable area can carry a payload of up to 60 kg. The SEER navigation control allows deliveries in a predefined area of up to 400,000 m².
With the help of the plug-and-play mechanism, other accessories such as a locker for Click & Collect or confidential deliveries, a pegboard for the delivery of tools and spare parts, and trays for transporting stock can be integrated into the platform. In addition, partner integrators can develop new accessories to meet specific requirements.
„The retail and logistics sector has been undergoing a profound transformation for years, related to the growth of e-commerce, automation and the shortage of skilled workers in the value chain. Whether it’s shelf replenishers or water-spiders, i.e. those responsible for inventory in warehouses or production: it is important to support the players and offer solutions that meet their specific needs,“ explains Thomas Linkenheil, Co-CEO of the United Robotics Group. „In a highly competitive sector, consumers want a fast and personalized service. Our new logistics solution enables service providers to offer up-to-date customer service without long searches in the warehouse or tedious processes that can cost time and affect customer business.“
First Cobiot with an open API for connectivity and flexibility
Like all CobiotX solutions from the United Robotics Group, uLink is also equipped with a particularly user-friendly user interface. It is based on the no-code principle and enables users without robotics knowledge to quickly integrate into daily operations. In addition, uLink has an open API platform. This allows the solution to communicate with existing operations and other connected systems such as automatic doors or elevators, and also work with other robots and automated guided vehicles such as AMRs and AGVs.
With the launch of uLink, United Robotics Group is expanding its range of robotics solutions for logistics, warehouse management and industrial manufacturing. The robot is intended to be used in retail and logistics environments such as department stores, supermarkets, warehouses and fulfillment centers, but also factories and production facilities as well as airports and healthcare facilities.
The robot is equipped with 3D LiDAR and PL LiDAR systems for maximum precision in mobility. The platform can immediately register changes in the environment such as certain movements or people or machines and react accordingly. It is connected to an online dashboard that facilitates both workflow management and quick decisions between front- and back-of-house teams.
uLink has a long battery life of up to 14 hours on a single charge. In addition, the solution has an intelligent, wireless charging function that was developed with a well-known German battery manufacturer. This allows it to automatically return to the charging station between individual operations. The robot complies with the highest security and privacy standards, including the EU’s Performance Level D Machinery Directive and GDPR regulations.
uLink, along with United Robotics Group’s logistics and warehouse management fleet, including RBWatcher and MobilePalletizer, will be on display at the company’s VivaTech booth (Hall 1, Booth G18) in Paris from May 22-25.
uLink can be rented via the RaaS (Robot as a Service) model of the United Robotics Group from 699 euros / month or purchased for 19,900 euros.
Auf der VivaTech 2024 zeigt die United Robitics Group (URG) die Produktneuheit in Aktion – gemeinsam mit anderen Robotern aus der URG-Flotte, die vollständig an die Bedürfnisse des Einzelhandels angepasst sind.
uLink ist eine hochflexible, vielseitige Plattform für eine schnelle Anpassung und Unterstützung in Logistik und Automatisierung.
uLink ist die erste URG-Lösung mit offener API für eine nahtlose Integration in Betriebssysteme und eine größere betriebliche Flexibilität.
Paris/Bochum, 22. Mai 2024– Die United Robotics Group stellt auf der VivaTech in Paris erstmalig ihre neuen Serviceroboter aus der uLink-Serie vor, die sich durch einfache Integration, flexible Anpassung und individuelle Erweiterungen auszeichnen. Sie eignen sich für den Einsatz im Handel, der Lagerlogistik sowie im Fertigungsbereich. Als europäischer Marktführer für Servicerobotik-Lösungen erweitert die URG ihr CobiotX-Portfolio weltweit um den neuesten Cobiot für integrierte Arbeitsabläufe in den genannten Segmenten. Die modulare Plattform fügt sich nahtlos in die jeweiligen Workflows ein und kann mit Industriestandard-Zubehör erweitert werden. uLink wurde entwickelt, um Betriebsabläufe zu vereinfachen und die Sicherheit und Effizienz in verschiedenen Umgebungen zu erhöhen. Die einzigartige Kombination von Funktionen setzt neue Standards in der Branche – vom modularen Design und der offenen API bis hin zur 3D-LiDAR-basierten Navigation und der Echtzeit-Betriebsdatenvisualisierung.
uLink ist mit IDE-, SDK- sowie Flottenmanagement-Tools ausgestattet und erlaubt die nahtlose Integration und Steuerung verschiedener Komponenten wie LiDARS, Motoren oder Sensoren. Dank leistungsstarker Softwarefunktionen für die Konfiguration und Verwaltung von Roboteranwendungen, aber auch mittels Sensoren und entsprechendem Zubehör kann der Roboter verschiedene logistische Herausforderungen im Handel und in der Lagerhaltung problemlos bewältigen, die je nach Branche, Betriebsgröße und Automatisierungsanforderungen variieren. Die uLink-Zubehörschnittstelle ist ebenfalls modular aufgebaut, so dass die Nutzungsfläche eine Nutzlast von bis zu 60 kg tragen kann. Die SEER-Navigationssteuerung erlaubt Lieferungen in einem vordefinierten Bereich von bis zu 400.000 m².
Mit Hilfe des Plug-and-Play-Mechanismus, können weitere Zubehörkomponenten wie ein Schließfach für Click & Collect oder vertrauliche Lieferungen, ein Pegboard für die Lieferung von Werkzeugen und Ersatzteilen sowie Tabletts für den Transport von Lagerbeständen in die Plattform integriert werden. Darüber hinaus können die Partner-Integratoren neue Zubehörteile entwickeln, um spezifische Anforderungen zu erfüllen.
„Der Einzelhandels- und Logistiksektor befindet sich seit Jahren in einem tiefgreifenden Wandel, der mit dem Wachstum des E-Commerce, der Automatisierung und dem Mangel an Fachkräften in der Wertschöpfungskette zusammenhängt. Ob Regalauffüller oder Water-Spider, also Verantwortliche für den Bestand in Lagern oder der Fertigung: Wichtig ist, die Akteure zu unterstützen und Lösungen anzubieten, die den spezifischen Bedürfnissen entsprechen“, erklärt Thomas Linkenheil, Co-CEO der United Robotics Group. „In einem hart umkämpften Sektor wollen die Verbraucher einen zügigen und personalisierten Service. Unsere neue Logistiklösung versetzt Dienstleister in die Lage, einen zeitgemäßen Kundenservice ohne langes Suchen im Warenlager oder mühsame Prozesse anzubieten, die Zeit kosten und das Kundengeschäft beeinträchtigen können.“
Erster Cobiot mit offener API für Konnektivität und Flexibilität
Wie alle CobiotX-Lösungen der United Robotics Group ist auch uLink mit einer besonders benutzerfreundlichen Bedienoberfläche ausgestattet. Sie basiert auf dem No-Code-Prinzip und ermöglicht Anwendern ohne Robotik-Kenntnisse eine schnelle Integration in den täglichen Betrieb. Darüber hinaus verfügt uLink über eine offene API-Plattform. So kann die Lösung mit bestehenden Betriebsabläufen und anderen vernetzten Systemen wie automatischen Türen oder Aufzügen kommunizieren und auch mit anderen Robotern und fahrerlosen Transportfahrzeugen wie AMRs und AGVs zusammenarbeiten.
Mit der Markteinführung von uLink erweitert die United Robotics Group ihr Angebot an Robotik-Lösungen für die Bereiche Logistik, Lagerverwaltung und industrielle Fertigung. Der Roboter soll in Einzelhandels- und Logistikumgebungen wie Kaufhäusern, Supermärkten, Lagerhäusern und Fulfillment-Zentren, aber auch Fabriken und Produktionsstätten sowie Flughäfen und Gesundheitseinrichtungen zum Einsatz kommen.
Der Roboter ist mit 3D-LiDAR- und PL-LiDAR-Systemen für maximale Präzision bei der Mobilität ausgestattet. Die Plattform kann Änderungen in der Umgebung wie bestimmte Bewegungen oder Personen bzw. Maschinen sofort registrieren und entsprechend reagieren. Dabei ist er mit einem Online-Dashboard verbunden, das sowohl das Workflow-Management als auch schnelle Entscheidungen zwischen Front- und Back-of-House-Teams erleichtert.
uLink hat eine lange Akkulaufzeit von bis zu 14 Stunden mit einer Ladung. Zudem verfügt die Lösung über eine intelligente, kabellose Ladefunktion, die mit einem namhaften deutschen Batteriehersteller entwickelt wurde. Damit kann sie zwischen einzelnen Arbeitsgängen automatisch zur Ladestation zurückkehren. Der Roboter entspricht den höchsten Sicherheits- und Datenschutzstandards, einschließlich der EU-Maschinenrichtlinie „Performance Level D“ sowie den DSGVO-Vorschriften.
uLink wird zusammen mit der Logistik- und Lagerverwaltungsflotte der United Robotics Group einschließlich RBWatcher und MobilePalletizer vom 22. bis 25. Mai auf dem VivaTech-Stand des Unternehmens (Halle 1, Stand G18) in Paris zu sehen sein.
uLink kann über das RaaS-Modell (Robot as a Service) der United Robotics Group ab 699 Euro / Monat gemietet oder für 19.900 Euro erworben werden.
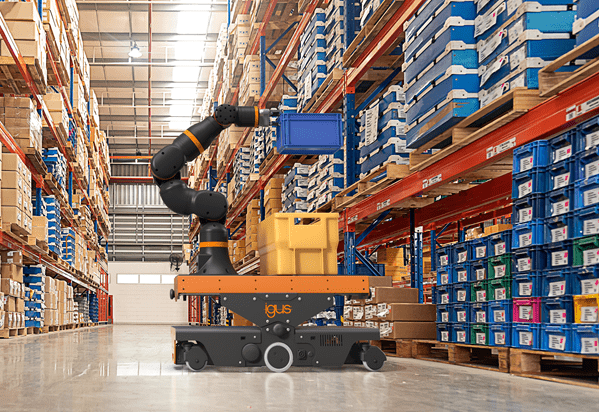
Cologne/Hanover, April 24, 2024 – Mobile robotics systems are being used in more and more work areas, in e-commerce warehouses as well as in modern restaurants. Conventional models on the market start at around 25,000 euros, while solutions with an integrated robot arm start at around 70,000 euros. However, widespread use in the market is often unaffordable for small and medium-sized enterprises due to the high prices. igus wants to change this with new low-cost robotics offerings and is presenting a series of low-cost mobile plastic robots at the Hannover Messe.
The market for Automated Guided Vehicles (AGV) and Autonomous Mobile Robots (AMR) is booming: The global market for mobile robotics, including service robotics, is currently worth around 20.3 billion US dollars, and experts expect it to almost double by 2028. 1 Mobile robots are particularly common in intralogistics and industrial applications. And even in the catering industry or in hospitals, the smart helpers are increasingly making their rounds. This is also the case at motion plastics specialist igus: For four years now, the plastics experts have been successfully testing AGVs in-house – driverless racks that deliver mail and deliveries to offices, as well as mobile robots in production that move transports and stack-and-turn containers. The experience gained flows directly into the development of a new low-cost automation product line, the „ReBeL on Wheels“. Their goal: to pave the way for small and medium-sized enterprises (SMEs) to use cost-effective mobile robotics.
Mobile ReBeL solutions for education, logistics and service The basis of any mobile robotics system is the ReBeL. The use of plastic makes the robot particularly affordable at 4,970 euros and, with a dead weight of 8.2 kilograms, the lightest service robot with cobot function in its class. All mechanical components that make up the ReBeL are developed and manufactured by igus without exception. It has a load capacity of 2 kilograms and a reach of 664 millimetres. Various mobile systems are planned in which the ReBeL is centrally integrated: igus is launching an affordable version for the education sector for 14,699 euros – including the robot arm. The ReBeL EduMove equipped with a gripper serves as an autonomous learning platform for educational institutions thanks to open source. It has a modular design and can be flexibly expanded to include additional functions such as lidar, camera technology or slam algorithm. Another variant is an automated guided vehicle system for SMEs. It can carry up to 30 kilograms. With the optional ReBeL, simple A-to-B positioning can be made. It dispenses with expensive sensor technology and instead relies on 3D sensor technology developed in-house. The price is 17,999 euros. In addition, igus will be showcasing a study of a service robot at a low price in Hanover. The ReBeL Butler is suitable for simple but time-consuming pick-up and drop-off services, for example in the hotel and catering industry.
A lighthouse project on wheels The goal of all these developments is the lighthouse project, a mobile robot with integrated HMI and vision that could even tidy up an office on its own. „With this project, we are pursuing a bottom-to-top strategy, in which certain components such as safety laser scanners are not included in the basic package in order to keep the price low,“ explains Alexander Mühlens, authorized signatory and head of the low-cost automation business unit at igus. „Nevertheless, it ensures that the solution can be retrofitted for industrial requirements.“ Among other things, igus is presenting an affordable gripper with a large stroke and travel this year, which offers a high degree of flexibility when gripping different geometries. Alexander Mühlens: „The areas of application for this targeted low-cost AMR are extremely diverse and go far beyond simple transport tasks. They encompass a huge range of applications in various areas of life, such as cleaning tasks or serving coffee directly at the workplace.“
„ReBeLs on Wheels“ machen durch moderne Kunststofftechnologie Fahrerlose Transportsysteme erschwinglich
Köln/Hannover, 24. April 2024 – Mobile Robotiksysteme kommen in immer mehr Arbeitsbereichen zum Einsatz, in E-Commerce-Lagerhallen ebenso wie in modernen Restaurants. Herkömmliche Modelle auf dem Markt starten bei etwa 25.000 Euro, Lösungen mit integriertem Roboterarm liegen bei rund 70.000 Euro. Ein flächendeckender Einsatz im Markt ist allerdings aufgrund der hohen Preise für kleine und mittlere Unternehmen häufig unerschwinglich. igus will das mit neuen Low-Cost-Robotik-Angeboten ändern und stellt zur Hannover Messe eine Serie günstiger mobiler Kunststoff-Roboter vor.
Der Markt für Automated Guided Vehicles (AGV) und Autonome Mobile Robots (AMR) boomt: Aktuell beträgt der globale Markt der mobilen Robotik inklusive Servicerobotik rund 20,3 Milliarden US-Dollar, bis 2028 erwarten Experten nahezu eine Verdoppelung.1 Besonders verbreitet sind mobile Roboter in der Intralogistik und in industriellen Anwendungsbereichen. Und selbst in der Gastronomie oder in Krankenhäusern drehen die smarten Helfer vermehrt ihre Runden. Auch beim motion plastics Spezialisten igus: Seit vier Jahren testen die Kunststoff-Experten bereits erfolgreich AGVs im eigenen Haus – fahrerlose Regale, die Post und Lieferungen in Büros ausfahren sowie mobile Roboter in der Fertigung, die Transporte und Drehstapelbehälter bewegen. Die gewonnenen Erfahrungen fließen direkt in die Entwicklung einer neuen Low-Cost-Automation-Produktlinie ein, den „ReBeL on Wheels”. Ihr Ziel: kleinen und mittleren Unternehmen (KMU) den Weg in eine kostengünstige mobile Robotik zu ebnen.
Mobile ReBeL Lösungen für Bildung, Logistik und Service Die Basis eines jeglichen mobilen Robotik-Systems ist der ReBeL. Der Einsatz von Kunststoff macht den Roboter mit 4.970 Euro besonders günstig und mit 8,2 Kilogramm Eigengewicht zum leichtesten Serviceroboter mit Cobot-Funktion in seiner Klasse. Alle mechanischen Bauteile, aus denen sich der ReBeL zusammensetzt, sind ausnahmslos von igus entwickelt und gefertigt. Seine Traglast beträgt 2 Kilogramm und er besitzt eine Reichweite von 664 Millimetern. Geplant sind verschiedene fahrende Systeme, in die der ReBeL zentral integriert ist: So startet igus mit einer erschwinglichen Variante für den Bildungssektor für 14.699 Euro – inklusive des Roboterarms. Der mit einem Greifer ausgestattete ReBeL EduMove dient dank Open Source als autonome Lernplattform für Bildungseinrichtungen. Er ist modular aufgebaut und lässt sich flexibel um weitere Funktionen wie Lidar, Kameratechnik oder Slam-Algorithmus erweitern. Eine weitere Variante ist ein Fahrerloses Transportsystem für KMU. Es kann bis zu 30 Kilogramm transportieren. Mit dem optionalen ReBeL lassen sich einfache A zu B Positionierungen vornehmen. Es verzichtet dabei auf teure Sensorik und setzt stattdessen auf eine eigenentwickelte 3D-Sensortechnik. Der Preis liegt bei 17.999 Euro. Darüber hinaus zeigt igus in Hannover die Studie eines Serviceroboters zum kleinen Preis. Der ReBeL Butler eignet sich für einfache, aber zeitaufwendige Hol-und-Bring-Dienste, beispielsweise im Hotel- und Gastrogewerbe.
Ein Leuchtturmprojekt auf Rädern Das Ziel all dieser Entwicklungen ist das Leuchtturmprojekt, ein mobiler Roboter mit integriertem HMI und Vision, der sogar eigenständig ein Büro aufräumen könnte. „Mit diesem Projekt verfolgen wir eine Bottom-to-Top-Strategie, bei der bestimmte Bauteile wie Sicherheits-Laserscanner nicht im Grundpaket enthalten sind, um den Preis niedrig zu halten“, macht Alexander Mühlens, Prokurist und Leiter des Geschäftsbereichs Low-Cost-Automation bei igus, deutlich. „Dennoch ist sichergestellt, dass die Lösung für industrielle Anforderungen nachgerüstet werden kann.“ Unter anderem stellt igus in diesem Jahr einen erschwinglichen Greifer mit großem Hub und Verfahrweg vor, der hohe Flexibilität beim Greifen unterschiedlicher Geometrien bietet. Alexander Mühlens: „Die Einsatzgebiete dieses angestrebten Low-Cost-AMRs sind äußerst vielfältig und gehen über einfache Transportaufgaben weit hinaus. Sie umfassen eine riesige Bandbreite an Anwendungen in verschiedenen Lebensbereichen, wie Reinigungsaufgaben oder die Ausgabe von Kaffee direkt am Arbeitsplatz.“
20.03.2023, St-Sulpice, Switzerland: MasterMover, the world’s leading manufacturer of electric tug and tow solutions, has announced a new partnership with vehicle automation leader BlueBotics to provide best-in-class ANT navigation technologies for MasterMover’s range of Automated Guided Vehicles.
Known for its broad portfolio of pedestrian operated electric tugs and electric tows, used across Industrial Manufacturing, Logistics, and Retail, MasterMover also offers a range of advanced solutions, spanning remote control operation, line follow navigation, and fully autonomous solutions.
MasterMover AGV products now include BlueBotics’ ANT natural navigation technology as standard, ensuring customers benefit from the advanced features and functionality available from the vehicle navigation market leader.
“MasterMover has twenty-five -years’ experience in designing, manufacturing, and delivering load moving solutions that are synonymous with reliability, quality, and performance,” commented James Jones, Partner and Director at MasterMover. “We are combining this expertise with world-class technology partners to deliver advanced solutions. These are increasingly being demanded by our customers who are focused on maximising safety and efficiency within their operations.”
BlueBotics is the global reference in natural feature navigation. For over 20 years, the Swiss company has helped companies meet the challenge of vehicle automation, and today there are more than 4,000 ‘ANT driven’ AGVs, automated forklifts, and AMRs in operation around the world.
“At BlueBotics our goal is to work with market-leading vehicle producers who have the expertise and experience needed to fully meet their customers’ AGV needs,” said Dr. Nicola Tomatis, CEO of BlueBotics. “Partnering with MasterMover is a great example of this. We have been continually impressed with the professionalism of both the company’s solutions and its team, and we look forward to enjoying much success together.”
MasterMover AGV solutions offer Industrial Manufacturing organisations an effective way to automate a range of load moving processes, delivering return-on-investment, and driving operational efficiency.
Autonomous solutions are available from MasterMover with the capacity to move up to 30,000kg, meaning the company is equipped to take on a wide range of load movement challenges with advanced solutions.
MasterMover is combining a strong track record of success in building powerful and reliable load moving products, with best-in-class technologies from market leaders such as BlueBotics. The company also works with safety technology specialists SICK for its AGV solutions.
“Partnering with BlueBotics was a natural choice, with their ANT navigation technology leading the way. The advanced capabilities of BlueBotics’ solutions, as well as their focus on innovation, mean they are the ideal navigation partner for MasterMover,” added Jones. “We have worked closely with the BlueBotics team on a number of projects, and the relationship between the two organisations will only go from strength to strength”.
For more information on MasterMover AGV solutions, please visit:
MasterMover is a world-leading manufacturer of electric tug and tow solutions, designed to improve safety and operational efficiency when moving heavy, large or unconventional loads. MasterMover focuses on innovation, research, and development to provide the widest range of electric tug products on the market.
Specialist solutions include pedestrian-operated, remotely controlled, and fully Automated Guided Vehicle (AGV) options. In addition, MultiLink technology allows a single remote operator to simultaneously control multiple electric tugs through synchronised movement.
MasterMover operates globally through direct relationships and a network of sales and service partners. The company works with an enviable range of world-leading names across industrial manufacturing, retail, and logistics. With an expert in-house engineering team, MasterMover has a proven track record of delivering bespoke projects for diverse applications around the world.
About BlueBotics
BlueBotics is the reference in natural feature navigation and has the mission to help companies meet the challenge of vehicle automation. With over 20 years of industry experience, the company provides the autonomous navigation technology (ANT) and expert support customers need to bring their AGV, automated forklift, or mobile robot successfully to market. Today, there are more than 4,000 ANT driven vehicles in operation worldwide. Visit www.bluebotics.com to learn more.
Waldkirch, Februar 2023 – SICK launcht den kompakten und präzisen 3D-LiDar-Sensor multiScan100. Damit unterstützt das Unternehmen die Entwicklung autonomer industrieller Fahrzeuge im Innen- und Außenbereich und verstärkt den Fokus auf digitale Softwarelösungen, um einen zusätzlichen Kundennutzen über die reinen Messdaten hinaus anzubieten.
Auf der letzten SPS in Nürnberg konnten die Besucher schon einen ersten Blick auf die neue multiScan100 Produktfamilie werfen, welche als eine Lösung für die Konturnavigation von industriellen Fahrzeugen ausgestellt wurde. Mit der ersten Variante, dem multiScan136, können mobile Plattformen wie AGVs oder Serviceroboter eigenständig eine neue Umgebung erkunden und davon eine Karte erstellen, die im Produktivbetrieb zur Navigation und Lokalisierung genutzt werden kann. Der LiDAR Sensor liefert 3D-Messdaten in Kombination einer hochauflösenden 0° Scanlage, die für eine präzise Selbstlokalisierung der autonomen Fahrzeuge bei gleichzeitiger Kartierung der Umgebung (SLAM, für Simultaneous Localization and Mapping) verwendet werden können. Darüber hinaus lassen sich durch die 3D-Punktewolke Absturzkanten oder Hindernisse erkennen.
Der 3D-LiDAR-Sensor multiScan136 mit 360° Rundumblick erreicht Dank der bis zu 690.000 Messpunkte eine State-of-the-Art Präzision, der nichts in seinem Umfeld entgeht. Mit seiner kompakten Bauform von circa 10 cm und industrieller Schnittstellen ist eine hohe Integrationsfreundlichkeit gewährleistet. Der Sensor lässt sich durch sein robustes Design und einer IP-Schutzklasse von bis zu 69k in rauen Umgebungen einsetzen. Durch die bewährte Multi-Echo-Technologie und seinem statistischen Messverfahren ist auch unter schlechten Bedingungen im Außenbereich eine präzise Umgebungserfassung sichergestellt. Somit ist der multiScan136 danke einer hohen Messgenauigkeit und einem geringen Messwertrauschen nicht nur für eine präzise Feinpositionierung im Innenbereich einsetzbar, sondern auch mühelos für die Umgebungserfassung im Außenbereich. Mit dem großen vertikalen Öffnungswinkel von 65° entgeht ihm dabei nichts, wodurch sich Kollisionen im Einsatz mobiler Outdoor Automation vermeiden lassen. Neben mobilen Anwendungen lässt sich der Sensor durch sein großes Sichtfeld auch für stationäre Anwendung im Objektschutz für Building Security (Objektsicherheit), Traffic (Verkehr) oder Smart City Applikationen wie Personenstromerfassung einsetzten.
Mit dem multiScan136 macht SICK einen weiteren Schritt in Richtung 3D-LiDAR Technologie und verstärkt den Fokus auf digitale Softwarelösungen, um einen zusätzlichen Kundennutzen über die reinen Messdaten hinaus anzubieten. Somit sind die präzisen Messdaten nur der erste Schritt für weitere Funktionen, die sich ohne weitere Recheneinheit direkt auf dem Sensor auswerten lassen.
Communication & Safety Challenges Facing Mobile Robots Manufacturers
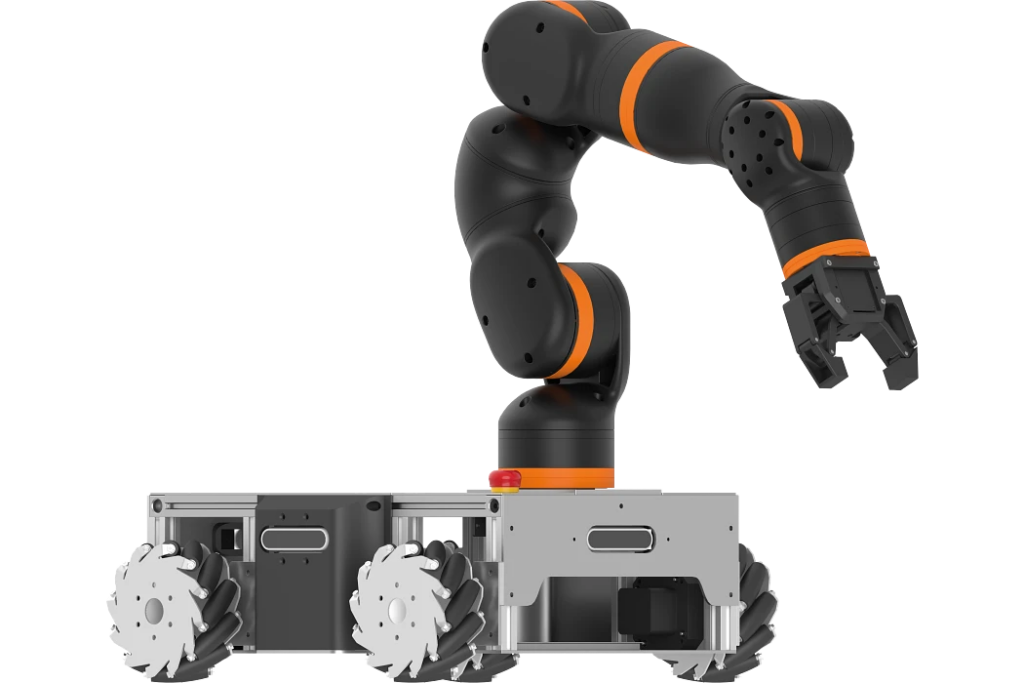
Mobile robots are everywhere, from warehouses to hospitals and even on the street. Their popularity is easy to understand; they’re cheaper, safer, easier to find, and more productive than actual workers. They’re easy to scale or combine with other machines. As mobile robots collect a lot of real-time data, companies can use mobile robots to start their IIoT journey.
But to work efficiently, mobile robots need safe and reliable communication. This article outlines the main communication and safety challenges facing mobile robot manufacturers and provides an easy way to overcome these challenges to keep mobile robots moving.
What are Mobile Robots?
Before we begin, let’s define what we mean by mobile robots.
Mobile robots transport materials from one location to another and come in two types, automated guided vehicles (AGVs) and autonomous mobile robots (AMRs). AGVs use guiding infrastructure (wires reflectors, reflectors, or magnetic strips) to follow predetermined routes. If an object blocks an AGV’s path, the AGV stops and waits until the object is removed.
AMRs are more dynamic. They navigate via maps and use data from cameras, built-in sensors, or laser scanners to detect their surroundings and choose the most efficient route. If an object blocks an AMR’s planned route, it selects another route. As AMRs are not reliant on guiding infrastructure, they’re quicker to install and can adapt to logistical changes.
What are the Communication and Safety Challenges Facing Mobile Robot Manufacturers?
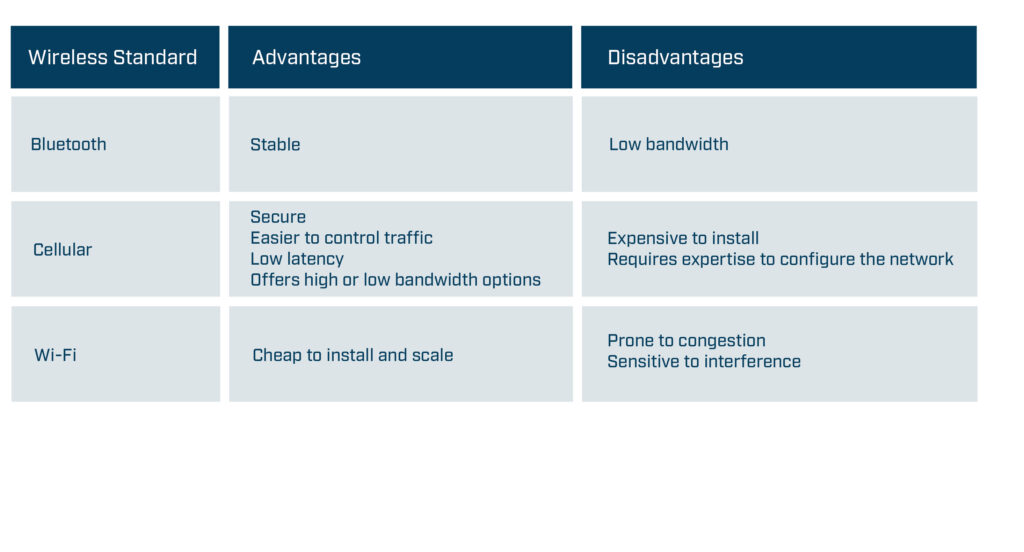
1. Establish a Wireless Connection The first challenge for mobile robot manufacturers is to select the most suitable wireless technology. The usual advice is to establish the requirements, evaluate the standards, and choose the best match. Unfortunately, this isn’t always possible for mobile robot manufacturers as often they don’t know where the machine will be located or the exact details of the target application.
Sometimes a Bluetooth connection will be ideal as it offers a stable non-congested connection, while other applications will require a high-speed, secure cellular connection. What would be useful for mobile robot manufacturers is to have a networking technology that’s easy to change to meet specific requirements.
Figure 1. Wireless standard -high-level advantages and disadvantages
The second challenge is to ensure that the installation works as planned. Before installing a wireless solution, complete a predictive site survey based on facility drawings to ensure the mobile robots have sufficient signal coverage throughout the location. The site survey should identify the optimal location for the Access Points, the correct antenna type, the optimal antenna angle, and how to mitigate interference. After the installation, use wireless sniffer tools to check the design and adjust APs or antenna as required.
2. Connecting Mobile Robots to Industrial Networks
Mobile robots need to communicate with controllers at the relevant site even though the mobile robots and controllers are often using different industrial protocols. For example, an AGV might use CANopen while the controller might use PROFINET. Furthermore, mobile robot manufacturers may want to use the same AGV model on a different site where the controller uses another industrial network, such as EtherCAT.
Mobile robot manufacturers also need to ensure that their mobile robots have sufficient capacity to process the required amount of data. The required amount of data will vary depending on the size and type of installation. Large installations may use more data as the routing algorithms need to cover a larger area, more vehicles, and more potential routes. Navigation systems such as vision navigation process images and therefore require more processing power than installations using other navigation systems such as reflectors. As a result, mobile robot manufacturers must solve the following challenges:
They need a networking technology that supports all major fieldbus and industrial Ethernet networks.
It needs to be easy to change the networking technology to enable the mobile robot to communicate on the same industrial network as the controller without changing the hardware design.
They need to ensure that the networking technology has sufficient capacity and functionality to process the required data.
3. Creating a Safe System
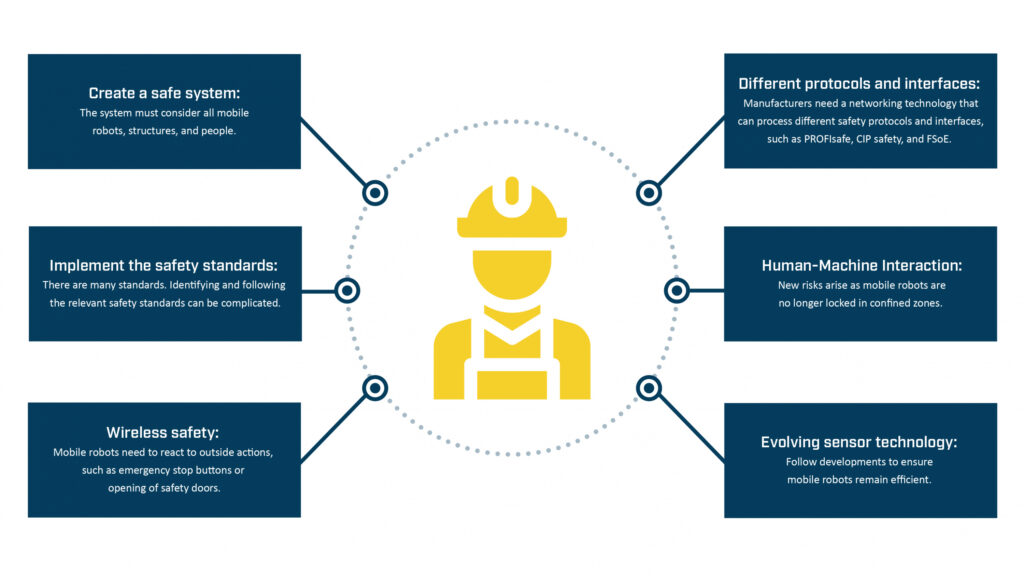
Creating a system where mobile robots can safely transport material is a critical but challenging task. Mobile robot manufacturers need to create a system that considers all the diverse types of mobile robots, structures, and people in the environment. They need to ensure that the mobile robots react to outside actions, such as someone opening a safety door or pushing an emergency stop button, and that the networking solution can process different safety protocols and interfaces. They need to consider that AMRs move freely and manage the risk of collisions accordingly. The technology used in sensors is constantly evolving, and mobile robot manufacturers need to follow the developments to ensure their products remain as efficient as possible.
Figure 2. Overview of Safety Challenges for Mobile Robot Manufacturers
Safety Standards
The safety standards provide guidelines on implementing safety-related components, preparing the environment, and maintaining machines or equipment.
While compliance with the different safety standards (ISO, DIN, IEC, ANSI, etc.) is mostly voluntary, machine builders in the European Union are legally required to follow the safety standards in the machinery directives. Machinery directive 2006/42/EC is always applicable for mobile robot manufacturers, and in some applications, directive 2014/30/EU might also be relevant as it regulates the electromagnetic compatibility of equipment. Machinery directive 2006/42/EC describes the requirements for the design and construction of safe machines introduced into the European market. Manufacturers can only affix a CE label and deliver the machine to their customers if they can prove in the declaration of conformity that they have fulfilled the directive’s requirements.
Although the other safety standards are not mandatory, manufacturers should still follow them as they help to fulfill the requirements in machinery directive 2006/42/EC. For example, manufacturers can follow the guidance in ISO 12100 to reduce identified risks to an acceptable residual risk. They can use ISO 13849 or IEC 62061 to find the required safety level for each risk and ensure that the corresponding safety-related function meets the defined requirements. Mobile robot manufacturers decide how they achieve a certain safety level. For example, they can decrease the speed of the mobile robot to lower the risk of collisions and severity of injuries to an acceptable level. Or they can ensure that mobile robots only operate in separated zones where human access is prohibited (defined as confined zones in ISO 3691-4). Identifying the correct standards and implementing the requirements is the best way mobile manufacturers can create a safe system. But as this summary suggests, it’s a complicated and time-consuming process.
4. Ensuring a Reliable CAN Communication A reliable and easy-to-implement standard since the 1980s, communication-based on CAN technology is still growing in popularity, mainly due to its use in various booming industries, such as E-Mobility and Battery Energy Storage Systems (BESS). CAN is simple, energy and cost-efficient. All the devices on the network can access all the information, and it’s an open standard, meaning that users can adapt and extend the messages to meet their needs. For mobile robot manufacturers, establishing a CAN connection is becoming even more vital as it enables them to monitor the lithium-ion batteries increasingly used in mobile robot drive systems, either in retrofit systems or in new installations. Mobile robot manufacturers need to do the following:
1.Establish a reliable connection to the CAN or CANopen communication standards to enable them to check their devices, such as monitoring the battery’s status and performance.
2. Protect systems from electromagnetic interference (EMI), as EMI can destroy a system’s electronics. The risk of EMI is significant in retrofits as adding new components, such as batteries next to the communication cable, results in the introduction of high-frequency electromagnetic disturbances.
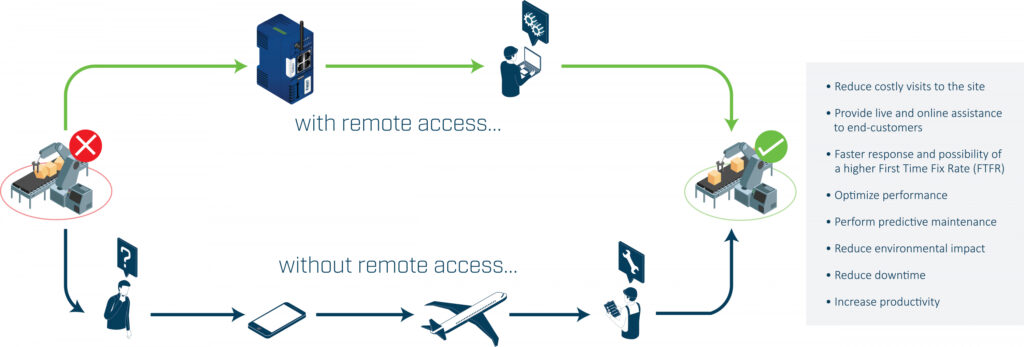
5. Accessing Mobile Robots Remotely The ability to remotely access a machine’s control system can enable mobile robot vendors or engineers to troubleshoot and resolve most problems without traveling to the site.
Figure 3. Benefits of Remote Access
The challenge is to create a remote access solution that balances the needs of the IT department with the needs of the engineer or vendor.
The IT department wants to ensure that the network remains secure, reliable, and retains integrity. As a result, the remote access solution should include the following security measures:
Use outbound connections rather than inbound connections to keep the impact on the firewall to a minimum.
Separate the relevant traffic from the rest of the network.
Encrypt and protect all traffic to ensure its confidentiality and integrity.
Ensure that vendors work in line with or are certified to relevant security standards such as ISO 27001
Ensure that suppliers complete regular security audits.
The engineer or vendor wants an easy-to-use and dependable system. It should be easy for users to connect to the mobile robots and access the required information. If the installation might change, it should be easy to scale the number of robots as required. If the mobile robots are in a different country from the vendors or engineers, the networking infrastructure must have sufficient coverage and redundancy to guarantee availability worldwide.
Conclusion As we’ve seen, mobile robot manufacturers must solve many communication and safety challenges. They must establish a wireless connection, send data over different networks, ensure safety, connect to CAN systems, and securely access the robots remotely. And to make it more complicated, each installation must be re-assessed and adapted to meet the on-site requirements.
Best practice to implement mobile robot communication Mobile robot manufacturers are rarely communication or safety experts. Subsequently, they can find it time-consuming and expensive to try and develop the required communication technology in-house. Enlisting purpose-built third-party communication solutions not only solves the communication challenges at hand, it also provides other benefits.
Modern communication solutions have a modular design enabling mobile robot manufacturers to remove one networking product designed for one standard or protocol and replace it with a product designed for a different standard or protocol without impacting any other part of the machine. For example, Bluetooth may be the most suitable wireless standard in one installation, while Wi-Fi may provide better coverage in another installation. Similarly, one site may use the PROFINET and PROFIsafe protocols, while another may use different industrial and safety protocols. In both scenarios, mobile robot manufacturers can use communication products to change the networking technology to meet the local requirements without making any changes to the hardware design.
Authors:
Mark Crossley, Daniel Heinzler, Fredrik Brynolf, Thomas Carlsson
HMS Networks
HMS Networks is an industrial communication expert based in Sweden, providing several solutions for AGV communication. Read more on www.hms-networks.com/agv
Kivnon will be presenting its most advanced and safest AGV/AMR Forklift at the event
21 September 2022, Barcelona: Kivnon, an international group specializing in automation and mobile robotics, is attending Logistics & Automation in Spain and will be showcasing it’s safe and versatile K55 AGV/AMR Forklift Pallet Stacker. Putting the emphasis on forklift safety, Kivnon K55 is equipped with advanced safety features to guarantee safe operations as it collaborates, moves, and reacts in a facility.
The Kivnon K55 is designed to move and stack palletized loads at low heights and performs cyclic or conditioned routes while interacting with other AGVs/AMRs, machines, systems, and people, making it a highly effective and safe solution. The model incorporates safety scanners that allow the vehicle to ensure 360-degree safety and operate seamlessly in shared spaces. The fork sensors help assess the possibility of correct loading or unloading of the pallet, keeping the transported goods safe.
Thierry Delmas, Managing Director at Kivnon, says, “AGVs/AMRs are revolutionizing internal logistics. The rising forklift safety challenge is of deep concern, and with the K55 we have taken a step forward to address the global issue. The Kivnon range is designed to ensure safe and reliable operations and to optimize operational efficiency.“
During the event, which runs from 26 – 27 October at IFEMA, Madrid, Kivnon will demonstrate the capabilities of the K55 Pallet Stacker. The vehicle can autonomously transport palletized loads of up 1,000 kg and lift them to heights of up to 1 meter. The vehicle is capable of performing cyclical or conditional circuits and interacting with other AGVs/AMRs, machines, and systems. Highly adaptable, the K55 is perfect for any open-bottom or euro-pallet storage application, receipt and dispatch of goods, and internal material transport. Its use will optimize safety, storage space, and process efficiency.
A robust industrial product, the K55 provides the reliability required to ensure continuity of production process and flexibility to adapt to specific application needs, with an online battery charging system that can function 24/7 with opportunity charges.
Delmas continues, “The Logistics and Automation show is an important networking event where customers can learn about the latest technologies and innovations. We pride ourselves on innovation and are excited to have this opportunity to showcase the capabilities of our products. In addition to the K55, our robust portfolio also includes twister units, car and heavy load tractors, low-height vehicles, and cart pullers, meeting multiple application needs”
The efficiency and precision of Kivnon AGVs/AMRs will be on display and Kivnon robotics experts will be available throughout the show to answer questions and arrange consultations at booth #3F43.
Kivnon offers a wide range of autonomous vehicles (AGVs/AMRs) and accessories for transporting goods, using magnetic navigation or mapping technologies that adapt to any environment and industry. The company offers an integrated solution with a wide range of mobile robotics solutions automating different applications within the automotive, food and beverage, logistics and warehousing, manufacturing, and aeronautics industries.
Kivnon products are characterized by their robustness, safety, precision, and high quality. A user-friendly design philosophy creates a pleasant, simple to install, and intuitive work experience.
Learn more about Kivnon mobile robots (AGVs/AMRs) here.
Synapticon macht MOTORCORTEX als Online-Version verfügbar
Böblingen, den 04.08.2022 – Auch in der Welt des Maschinenbaus und der Robotik hat sich Software in den vergangenen Jahren zum entscheidenden Erfolgsfaktor entwickelt. Sowohl die Art und Weise wie Robotersteuerungen entwickelt werden als auch ihre Leistungsfähigkeit in der Praxis sind für die Hersteller von Industrierobotern von großer Bedeutung. Vor diesem Hintergrund hat Synapticon mit MOTORCORTEX.io nun eine bahnbrechende Lösung im SaaS (Software as a Service) Modell vorgestellt. Sie ermöglicht es sehr leistungsfähige, 100% individuelle Robotersteuerungen komfortabel in der Cloud zu entwickeln, auf Steuerungen im Feld bereitzustellen und über einen digitalen Zwilling zu testen. In der Serienproduktion des Roboters bzw. Automatisierungsprodukts kann die individuelle Steuerungs-Software dann in Masse bereitgestellt und auch offline betrieben werden. Dafür können neben Industrie-PCs auch Embedded-Module bis hin zu einem Raspberry Pi eingesetzt werden.
„Die Automatisierung hat in den vergangenen Jahren nochmals deutlich an Fahrt aufgenommen. Tragende Elemente sind dabei unter anderem fahrerlose Transportsysteme (AGV/AMR) sowie Cobots und Leichtbauroboter. Diese Systeme stellen nicht nur neue Herausforderungen an die Hardware, sondern auch an die Software, speziell wenn es um Themen wie Navigation, Sicherheit und das Erlernen von Abläufen geht“, erklärt Nikolai Ensslen, CEO und Gründer von Synapticon. „Die große Herausforderung ist nun für viele Hersteller: Sie müssen ihren Kunden Lösungen anbieten, die preislich attraktiv und immer auf dem neuesten Stand der Technik sind. Die Unternehmen sollen also in der Lage sein, individuelle Steuerungssoftware für ihre Systeme schnell und kosteneffizient zu entwickeln. Hierfür haben wir mit MOTORCORTEX nun eine Lösung im Angebot, die am Markt einmalig ist und welche die Entwicklungszeit von Robotersteuerungen drastisch verkürzt.“
Echtzeit-Steuerungsanwendungen in der Cloud erstellen und auf Offline-Steuerungen deployen sowie aus der Ferne warten
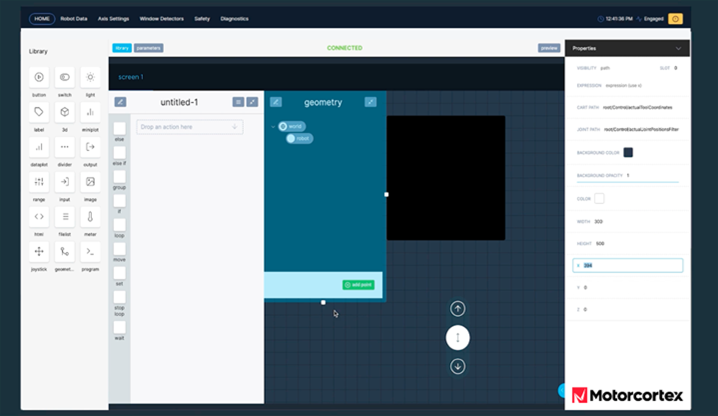
MOTORCORTEX umfasst ein ganzes Paket an Apps bzw. Templates und Tools zum Entwerfen, Steuern, Analysieren und Bereitstellen von industriellen Automatisierungsanwendungen. Dazu gehört beispielsweise auch ein Widget für die einfache grafische Programmierung (“no code”) von Robotern, was im Bereich der Cobots zum Standard wird. Die Plattform für individuelle Roboter- und Maschinensteuerungen ist mit modernster Softwaretechnologie implementiert, erfüllt alle Anforderungen der Automation der Zukunft und ist zugleich hoch leistungsfähig und skalierbar.
Das integrierte Linux-basierte und ressourcenoptimierte Betriebssystem bietet Echtzeitsteuerung von industrieller Hardware über EtherCAT, wie z.B. auf Synapticon SOMANET basierende Antriebsachsen und eine sehr leistungsstarke Kommunikationsschicht für Anwendungen auf höherer Ebene, wie z. B. eine Benutzeroberfläche oder Datenanalysetools. MOTORCORTEX ermöglicht Hochgeschwindigkeits-Streaming-Kommunikation direkt zum Webbrowser ohne Zwischenserver, was in der Industrie eine Wende darstellt. Es ist jetzt möglich, reaktionsschnelle Webanwendungen für eine extrem reibungslose Interaktion mit Maschinen zu erstellen. Die Lösung bietet offene APIs für alle wichtigen Programmiersprachen wie Javascript, Python und C++. Diese offene Architektur bietet viel mehr Freiheiten als aktuelle industrielle Steuerungssysteme und ermöglicht echte Industrie 4.0-Anwendungen mit nur wenigen Codezeilen. Die Kommunikation mit umgebenden bzw. höher liegenden Steuerungseinheiten wird über OPC UA unterstützt.
„Die Nutzung von MOTORCORTEX ist so einfach wie das Einrichten einer einfachen Webseite. Mit etwas Konfigurationsarbeit und ein paar Zeilen Code können sich Entwickler von jedem Webbrowser aus direkt und sicher mit ihrer Maschine verbinden und schnell Daten austauschen. Kein anderes industrielles Steuerungssystem ist so einfach und flexibel für anspruchsvolle und moderne Steuerungsaufgaben einzurichten“, erklärt Nikolai Ensslen. „Anwendungen, die auf MOTORCORTEX basieren, teilen alle ihre Daten automatisch in der darunterliegenden Echtzeitdatenbank, so dass externe Anwendungen oder Dienste einfach und sicher auf die Daten zugreifen können.“
Entwicklung beschleunigt, Kosten gesenkt
Erste Projekte mit Kunden zeigen, dass es Entwicklern mit MOTORCORTEX in der Cloud gelingt, den Entwicklungsprozess von Software um bis zu 90% zu reduzieren. Zugleich sinken tatsächlich die Kosten für die Softwareentwicklung deutlich, da MOTORCORTEX auf ein einfaches Lizenzmodell ohne zusätzliche Kosten für Wartung und Weiterentwicklung setzt. Da MOTORCORTEX zudem vollkommen Hardware-unabhängig ist, bleibt es den Entwicklern freigestellt, welche Hardware-Komponenten sie für die Entwicklung ihrer Steuerungssoftware nutzen. Ideale Resultate und höchste Effizienz verspricht dabei die Kombination der MOTORCORTEX-Software mit den SOMANET-Servoantrieben aus dem Motion Control-Portfolio von Synapticon.
MOTORCORTEX hat nicht den Anspruch, der eigenen Softwareentwicklung von Roboterherstellern oder innovativen Steuerungslösungen von Drittanbietern, etwa zum einfachen Teachen von Robotern oder für die Integration von Bildverarbeitung und KI, zuvor zu kommen bzw. diese zu ersetzen. Die Plattform soll vielmehr als solide Grundlage für diese dienen und die Entwickler in der Basis entlasten.
„MOTORCORTEX versteht sich, ebenso wie die SOMANET-Elektroniken, als im Endprodukt versteckte Infrastruktur. Sie soll ein leistungsfähiges, zuverlässiges Fundament für die modernsten und innovativsten Robotersteuerungen zur Verfügung stellen. Wir sehen uns als Technologie- und Infrastrukturpartner der besten Innovatoren in Robotik und Automation,” fasst Nikolai Ensslen zusammen. „Ich bin mir sicher, dass wie in vielen anderen Industriebereichen zukünftig Software auch in der Robotik zu einem wesentlichen und kritischen Unterscheidungsmerkmal wird. Mit MOTORCORTEX geben wir Unternehmen hierfür die beste Plattform in die Hand, so dass diese sich auf die relevanten Innovationen für Ihre Kunden und die Differenzierung von ihrem Wettbewerb konzentrieren können.“